Understanding silicone molding costs requires looking beyond simple per-part pricing to analyze the complex interplay of tooling, materials, labor, and volume economics. Whether producing a single prototype or millions of units annually, informed cost analysis enables better decision-making and more effective supplier negotiations. This comprehensive guide breaks down every cost factor in silicone molding, providing formulas, benchmarks, and strategies for optimizing manufacturing economics across all production scales.
What Is the Cost Structure of Silicone Molding?
Silicone molding costs divide into fixed costs, which are incurred once regardless of quantity, and variable costs, which scale with production volume. Understanding this distinction enables accurate total cost of ownership calculations.
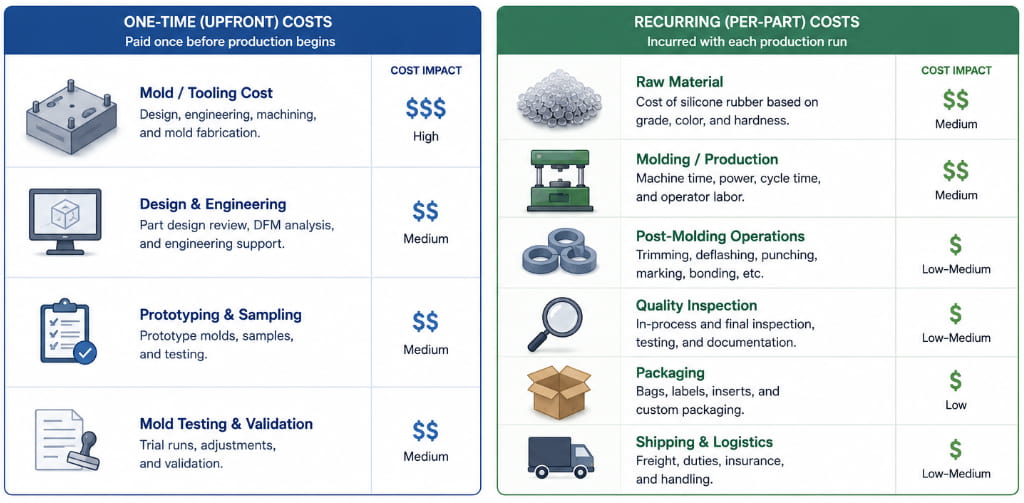
Fixed Costs
Tooling, or molds, are the most significant fixed cost. Mold complexity and quality directly impact part quality and production efficiency. Mold costs range from ฿16,350 ($500) for simple prototype tools to ฿3,270,000+ ($100,000+) for complex, multi-cavity production molds.
Design and engineering include product design, mold design, and process engineering. These represent upfront investments that do not scale with volume. Complex parts requiring extensive design iteration incur higher engineering costs.
Setup and qualification include initial machine setup, process validation, and quality qualification for first article approval. These add fixed costs at production launch.
Variable Costs
Material cost depends on part weight, material grade, and current market pricing. Material typically represents 15–30% of total part cost at volume.
Labor includes machine operation, part removal, inspection, and packaging. Labor costs scale with production time and quantity.
Machine time refers to hourly machine rates that amortize equipment capital costs, maintenance, and facility overhead across production hours.
Energy includes electricity for heating, machine operation, and facility climate control. This varies with production volume.
What Tooling Cost Factors Affect Silicone Molding Prices?
Mold costs vary dramatically based on multiple factors that buyers must understand to evaluate quotes effectively.
Mold Complexity Drivers
Part geometry affects mold cost. Simple shapes with uniform wall thickness require basic molds. Complex geometries with undercuts, thin walls, or intricate details demand sophisticated mold construction with slides, lifters, or collapsible cores.
Size also affects cost. Larger molds require more material, larger machining equipment, and greater clamp tonnage. A mold for a 500g part may cost 3–5 times more than an equivalent mold for a 50g part.
Tolerances can increase cost. Tight tolerances, such as ±0.05mm, require precision machining, careful steel selection, and temperature control systems. Standard tolerances, such as ±0.2mm, permit more economical mold construction.
Surface finish is another cost factor. Mirror finishes, such as SPI A-1 and A-2, require hand polishing and add significant cost. Standard finishes, such as SPI B-3 and C-3, are machined directly and are more economical.
Cavitation affects both mold cost and production efficiency. Multi-cavity molds produce multiple parts per cycle, reducing per-part machine time cost but increasing mold complexity and cost. Common configurations include 1, 2, 4, 8, 16, or 32 cavities.
Mold Material Options
| Material | Cost Level | Durability | Best Applications |
| Aluminum | $ | 10,000–50,000 cycles | Prototypes, low volume |
| P20 Steel | $$ | 100,000–500,000 cycles | Medium volume production |
| H13 Steel | $$$ | 500,000–1,000,000+ cycles | High volume, abrasive materials |
| Stainless Steel | $$$ | 500,000+ cycles | Medical, food contact |
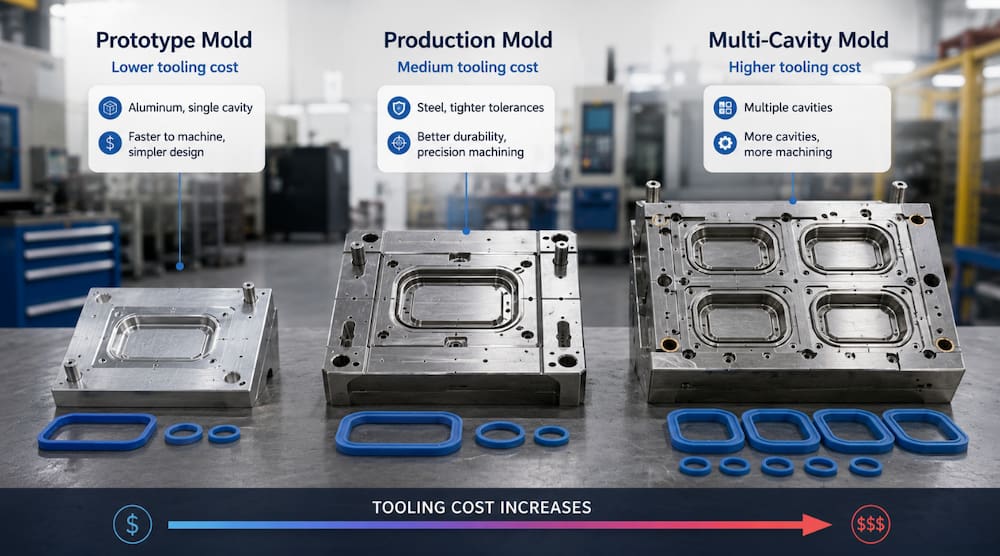
Mold Cost Benchmarks
Prototype molds are usually aluminum and single cavity. They are commonly used for early design testing, product validation, and low-volume trial runs.
| Prototype Mold Type | Estimated Cost in Baht | Estimated Cost in USD |
| Simple part | ฿16,350–65,400 | $500–2,000 |
| Moderate complexity | ฿65,400–163,500 | $2,000–5,000 |
| Complex part | ฿163,500–327,000 | $5,000–10,000 |
Production molds are usually made from steel and designed for longer production life.
| Production Mold Type | Estimated Cost in Baht | Estimated Cost in USD |
| Simple part | ฿98,100–261,600 | $3,000–8,000 |
| Moderate complexity | ฿261,600–654,000 | $8,000–20,000 |
| Complex part | ฿654,000–1,635,000 | $20,000–50,000 |
Multi-cavity molds cost more than single-cavity molds because they require more precise balancing and construction.
| Multi-Cavity Mold Type | Cost Compared to Single-Cavity Mold |
| 4-cavity mold | 2.5–3.5x single cavity cost |
| 8-cavity mold | 4–6x single cavity cost |
| 16-cavity mold | 7–10x single cavity cost |
How Do Material Costs Affect Silicone Molding Pricing?
Silicone material costs vary significantly based on grade, formulation, and market conditions.
Material Grade Pricing
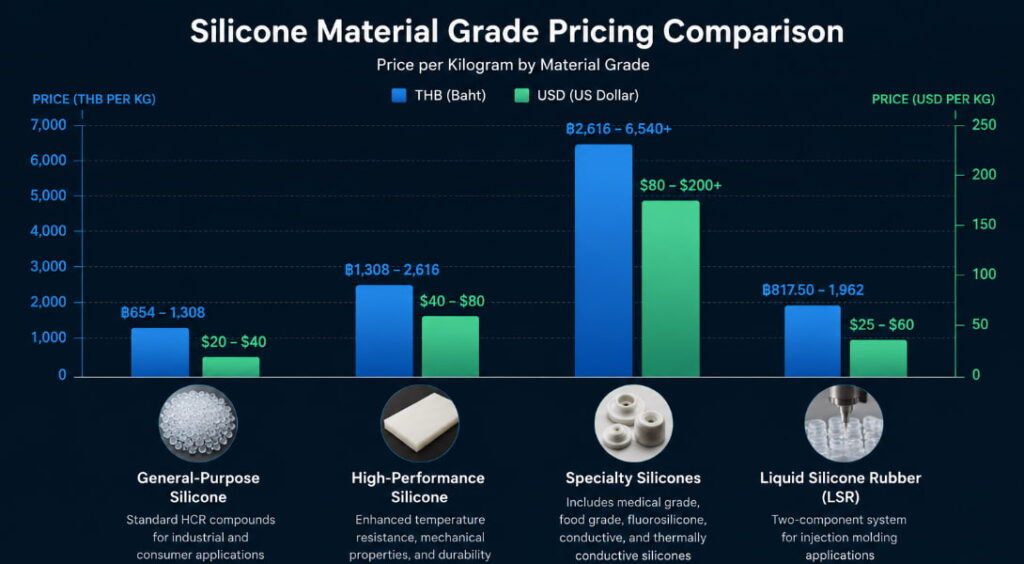
| Material Grade | Estimated Cost in Baht | Estimated Cost in USD |
| General-purpose silicone | ฿654–1,308 per kg | $20–40 per kg |
| High-performance silicone | ฿1,308–2,616 per kg | $40–80 per kg |
| Specialty silicones | ฿2,616–6,540+ per kg | $80–200+ per kg |
| Liquid Silicone Rubber, or LSR | ฿817.50–1,962 per kg | $25–60 per kg |
General-purpose silicone includes standard HCR, or High-Consistency Rubber, compounds. These materials are suitable for industrial and consumer applications, with good physical properties and a standard temperature range.
High-performance silicone may offer enhanced temperature resistance from -60°C to 300°C, improved mechanical properties, and better compression set resistance.
Specialty silicones include medical grade, food grade, fluorosilicone for fuel resistance, electrically conductive silicone, and thermally conductive silicone.
Liquid Silicone Rubber, or LSR, is a two-component system used for injection molding. It is generally 10–20% more expensive than HCR, but faster processing can offset the material cost.
Material Cost Calculation
Part material cost = Part weight + runner/sprue weight × material price per kg.
Example: 50g part with 10g runner in general-purpose silicone priced at ฿981 per kg ($30/kg).
| Calculation Item | Baht | USD |
| Material price | ฿981 per kg | $30 per kg |
| Total material weight | 0.060 kg | 0.060 kg |
| Material cost per part | ฿58.86 | $1.80 |
So, the material cost for this example is ฿58.86 per part ($1.80 per part).
Material Waste Considerations
| Molding Process | Typical Waste Level | Notes |
| Compression molding | 2–5% flash | Minimal waste, often recyclable |
| Transfer molding | 10–15% transfer pot material | Moderate waste |
| Cold runner injection molding | 20–40% runner material | Significant waste, not recyclable with LSR |
| Hot runner injection molding | 1–3% waste | Minimal waste, but higher mold cost |
What Production Cost Factors Should Buyers Consider?
Machine costs amortize capital investment, maintenance, and facility overhead across operating hours. Production cost is affected by machine hour rates, cycle time, labor requirements, and the level of automation used.
Machine Hour Rates
| Machine Type | Estimated Cost in Baht | Estimated Cost in USD |
| Compression molding press | ฿1,308–2,616 per hour | $40–80 per hour |
| LSR injection molding machine | ฿1,962–3,924 per hour | $60–120 per hour |
Compression molding has lower capital cost, slower cycle times, and higher labor content.
LSR injection molding has higher capital cost, faster cycle times, and lower labor content. It also includes metering and mixing equipment.
Cycle Time Impact
Cycle time directly affects part cost through machine time allocation.
| Process | Typical Cycle Time | Production Example | Machine Cost in Baht | Machine Cost in USD |
| Compression molding | 2–10 minutes | 60g part, 4-minute cycle, 15 parts/hour | ฿130.80 per part | $4.00 per part |
| Injection molding | 15–60 seconds | 60g part, 30-second cycle, 120 parts/hour | ฿21.91 per part | $0.67 per part |
Compression molding may have a lower hourly machine rate, but the slower cycle time can result in a higher machine cost per part. Injection molding usually has higher machine rates, but faster cycles can reduce the cost per part at larger volumes.
Labor Costs
| Labor Type | Estimated Cost in Baht | Estimated Cost in USD |
| Manual compression molding | ฿16.35–65.40 per part | $0.50–2.00 per part |
| Automated injection molding | ฿1.64–9.81 per part | $0.05–0.30 per part |
Manual compression molding includes operator loading, monitoring, removal, inspection, and trimming. Labor costs are higher for complex parts.
Automated injection molding usually involves operator supervision, often with one operator managing multiple machines. Automated part removal and handling reduce labor, while trimming requirements are minimal.
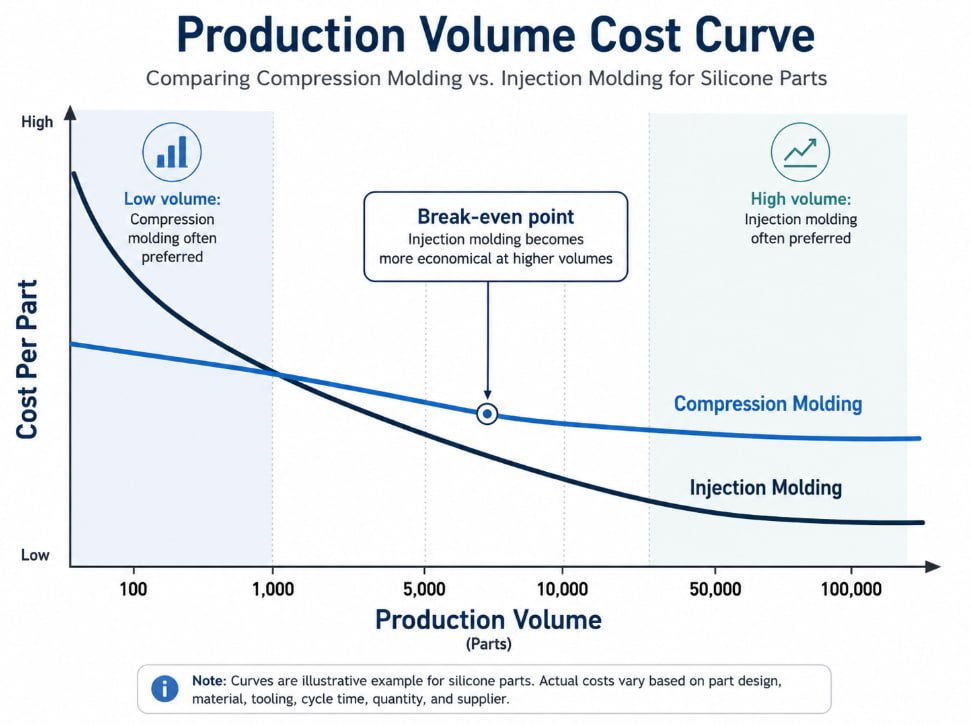
How Does Production Volume Affect Silicone Molding Costs?
Production volume has a major effect on per-part cost. Small production runs have higher per-part costs because tooling and setup costs are spread across fewer parts. As production volume increases, tooling costs are amortized across more parts, and automated processes become more cost-effective.
Prototype Quantities: 1–100 Parts
Approach: Manual casting, 3D-printed molds, or prototype aluminum molds.
| Cost Item | Estimated Cost in Baht | Estimated Cost in USD |
| Tooling | ฿0–65,400 | $0–2,000 |
| Material | ฿1,635–6,540 | $50–200 |
| Labor | ฿16,350–65,400 | $500–2,000 |
| Total | ฿17,985–137,340 | $550–4,200 |
| Per-part cost | ฿1,635–6,540 | $50–200 |
Best practices:
- Use existing prototype molds if available
- Consider 3D-printed molds for simple geometries
- Use manual casting or vacuum casting for one-offs
- Accept higher per-part cost for design validation
Low Volume: 100–1,000 Parts
Approach: Aluminum or soft steel molds, compression molding.
Example cost structure for 500 parts:
| Cost Item | Estimated Cost in Baht | Estimated Cost in USD |
| Tooling | ฿98,100–261,600 | $3,000–8,000 |
| Material | ฿29,430–49,050 | $900–1,500 |
| Machine time | ฿65,400–130,800 | $2,000–4,000 |
| Labor | ฿32,700–65,400 | $1,000–2,000 |
| Total | ฿225,630–506,850 | $6,900–15,500 |
| Per-part cost | ฿451–1,014 | $13.80–31.00 |
Economics: Tooling amortization dominates, so per-part cost remains high.
Medium Volume: 1,000–10,000 Parts
Approach: Steel molds, compression or injection molding depending on complexity.
Example cost structure for 5,000 parts:
| Cost Item | Estimated Cost in Baht | Estimated Cost in USD |
| Tooling | ฿261,600–654,000 | $8,000–20,000 |
| Material | ฿294,300–490,500 | $9,000–15,000 |
| Machine time | ฿327,000–654,000 | $10,000–20,000 |
| Labor | ฿98,100–261,600 | $3,000–8,000 |
| Total | ฿981,000–2,060,100 | $30,000–63,000 |
| Per-part cost | ฿196–412 | $6.00–12.60 |
Economics: Per-part costs decrease significantly as tooling amortizes.
High Volume: 10,000–100,000 Parts
Approach: Multi-cavity steel molds, injection molding preferred.
Example cost structure for 50,000 parts using a 4-cavity mold:
| Cost Item | Estimated Cost in Baht | Estimated Cost in USD |
| Tooling | ฿817,500–1,635,000 | $25,000–50,000 |
| Material | ฿2,943,000–4,905,000 | $90,000–150,000 |
| Machine time | ฿1,144,500–1,962,000 | $35,000–60,000 |
| Labor | ฿163,500–490,500 | $5,000–15,000 |
| Total | ฿5,068,500–8,992,500 | $155,000–275,000 |
| Per-part cost | ฿101–180 | $3.10–5.50 |
Economics: Injection molding efficiency and multi-cavity tooling optimize costs.
Very High Volume: 100,000+ Parts
Approach: High-cavitation molds, fully automated production.
Example cost structure for 500,000 parts using a 16-cavity mold:
| Cost Item | Estimated Cost in Baht | Estimated Cost in USD |
| Tooling | ฿1,962,000–3,924,000 | $60,000–120,000 |
| Material | ฿29,430,000–49,050,000 | $900,000–1,500,000 |
| Machine time | ฿9,156,000–14,715,000 | $280,000–450,000 |
| Labor | ฿817,500–1,962,000 | $25,000–60,000 |
| Total | ฿41,365,500–69,651,000 | $1,265,000–2,130,000 |
| Per-part cost | ฿82.70–139.30 | $2.53–4.26 |
Economics: Maximum efficiency through automation and scale.
What Hidden Costs Should Buyers Consider?
Design changes, inspection, packaging, shipping, post-molding operations, and maintenance can all affect the final cost of silicone molding. These costs may not always be obvious in the first supplier quote, so they should be included when comparing total project cost.

Design Iterations
Design changes after mold construction are expensive, especially if changes require mold modification or a completely new mold.
| Cost Item | Estimated Cost in Baht | Estimated Cost in USD |
| Minor modifications | ฿16,350–65,400 | $500–2,000 |
| Major changes | ฿65,400–327,000+ | $2,000–10,000+ |
Mitigation: Thorough design validation before tooling helps reduce unnecessary mold changes and extra costs.
Quality and Inspection
| Cost Item | Estimated Cost in Baht | Estimated Cost in USD |
| First article inspection | ฿16,350–65,400 | $500–2,000 |
| In-process inspection | ฿3.27–16.35 per part | $0.10–0.50 per part |
| Final inspection | ฿1.64–9.81 per part | $0.05–0.30 per part |
| Destructive testing | ฿1,635–6,540 per test | $50–200 per test |
Quality and inspection costs are especially important for silicone parts used in medical, food-contact, automotive, electronics, or safety-related applications.
Packaging and Shipping
| Cost Item | Estimated Cost in Baht | Estimated Cost in USD |
| Packaging | ฿3.27–32.70 per part | $0.10–1.00 per part |
| Domestic shipping | ฿1,635–16,350 per shipment | $50–500 per shipment |
| International shipping | ฿6,540–65,400 per shipment | $200–2,000 per shipment |
| Customs and duties | 0–25% | 0–25% |
Packaging and shipping costs depend on part size, order volume, packaging complexity, destination, and trade agreements.
Post-Molding Operations
| Cost Item | Estimated Cost in Baht | Estimated Cost in USD |
| Manual deflashing | ฿3.27–16.35 per part | $0.10–0.50 per part |
| Cryogenic deflashing | ฿0.65–3.27 per part | $0.02–0.10 per part |
| Printing or marking | ฿1.64–9.81 per part | $0.05–0.30 per part |
| Assembly | ฿16.35–163.50 per part | $0.50–5.00 per part |
| Surface treatment | ฿6.54–65.40 per part | $0.20–2.00 per part |
Post-molding operations can increase the final part price, especially for parts that require trimming, marking, assembly, or additional finishing.
Maintenance and Tooling Life
| Cost Item | Estimated Cost |
| Mold maintenance | 5–10% of mold cost annually |
| Mold replacement | After 100,000–1,000,000+ cycles, depending on material |
| Spare cavities | 20–30% of original mold cost for multi-cavity tools |
Tooling life depends on mold material, production volume, maintenance quality, material abrasiveness, and part complexity.
How Can Silicone Molding Costs Be Optimized?
Cost optimization starts with design, material selection, process choice, and supplier negotiation. The aim is not just to reduce the quoted price, but to lower the total cost of ownership while maintaining quality and performance.
Design for Manufacturing, or DFM
- Uniform wall thickness helps prevent sink marks and reduces cycle time.
- Minimizing undercuts eliminates complex slide mechanisms and simplifies mold construction.
- Standard tolerances help reduce cost because tighter tolerances increase mold cost significantly.
- Appropriate draft angles make part removal easier and reduce cycle time.
- Consolidating parts can reduce the number of molds and simplify assembly.
Material Selection
- Right-grade selection is important. Do not over-specify if general-purpose silicone is enough for the application.
- Bulk purchasing and annual contracts can reduce material costs by 10–20%.
- Material efficiency can be improved by optimizing part design to minimize unnecessary weight.
- Recycling can help reduce waste when flash and runners can be reused, mainly for HCR only.
Process Selection
- Match the process to volume. Do not use expensive injection molding for 1,000 parts if compression molding is more suitable.
- Consider compression molding for large parts because it can be more economical than large injection molds.
- Evaluate transfer molding as a middle ground for medium volumes.
- For high-volume parts, injection molding and multi-cavity molds can reduce the per-part cost significantly.
Supplier Negotiation
- Request detailed quotes to understand cost breakdowns.
- Use volume commitments to secure better pricing with forecasts.
- Negotiate tooling ownership for flexibility.
- Discuss payment terms because extended terms improve cash flow.
- Use long-term agreements to lock in pricing and improve stability.
What Information Is Needed to Get Accurate Quotes?
To receive accurate quotes, provide suppliers with clear part specifications, production requirements, and commercial terms. The more complete the information, the easier it is for suppliers to estimate tooling, material, production, inspection, and delivery costs accurately.
Information to Provide
Part specifications:
- 3D CAD files, such as STEP, IGES, or native format
- 2D drawings with tolerances
- Material requirements, including grade, color, and hardness
- Critical dimensions and features
Production requirements:
- Annual volume and forecast
- Target pricing
- Quality requirements
- Delivery schedule
Commercial terms:
- Incoterms, such as FOB or DDP
- Payment terms
- Tooling ownership preferences
- Quality agreement requirements
Quote Evaluation
Compare apples to apples. Ensure quotes include the same scope.
Understand assumptions such as tooling life, cycle time, and material yield.
Evaluate total cost, including shipping, duties, and hidden costs.
Assess supplier capability, including quality systems, experience, and capacity.
Consider the long-term relationship, including support, responsiveness, and continuous improvement.
Conclusion
Silicone molding cost analysis requires understanding the complex interaction of fixed and variable costs across the product lifecycle. While tooling represents a significant upfront investment, it amortizes across production volume to achieve competitive per-part costs at scale.
The key to cost optimisation lies in matching the manufacturing approach to production requirements. Prototype quantities justify manual methods and simple tooling. Low volumes favor compression molding with aluminum or soft steel molds. High volumes justify investment in multi-cavity injection molds and automation.
Beyond simple cost minimisation, consider total cost of ownership, including quality, reliability, and supply chain flexibility. The cheapest quote may not deliver the best value if quality issues cause production disruptions or customer dissatisfaction.
At Flexion, we help customers evaluate silicone molding costs from a practical manufacturing perspective, considering tooling, material selection, production volume, and long-term value. As a company supporting silicone component needs and Silicone rubber Thailand solutions, we focus on helping customers choose the right approach for performance, quality, and cost efficiency.
FAQ
How much does a silicone mold cost?
Silicone mold costs range from ฿16,300 ($500) for simple prototype aluminum molds to ฿3,267,000+ ($100,000+) for complex, multi-cavity production molds. Typical single-cavity production molds cost ฿261,400–653,400 ($8,000–20,000) for moderate complexity parts.
What is the minimum order quantity for silicone molding?
Technically, single parts can be produced, but economically, minimum practical quantities are 100–500 parts for compression molding and 1,000–5,000 parts for injection molding due to tooling cost amortization.
Why is silicone molding more expensive than plastic molding?
Silicone molding requires higher temperatures, longer cycle times, and specialized equipment. Silicone material also costs more than commodity plastics. Additionally, LSR injection molding requires precision metering and mixing equipment.
How can I reduce silicone molding costs?
Key strategies include optimizing part design for manufacturability, selecting appropriate material grades, matching the molding process to production volume, using multi-cavity molds for high volumes, and negotiating long-term supply agreements.
What is the typical tooling payback period?
Tooling payback depends on volume and cost savings per part. Typical payback periods range from 6 months to 2 years. High-volume applications with multi-cavity molds often achieve the fastest payback.
Should I own the molds or let the supplier own them?
Mold ownership provides flexibility to change suppliers but requires capital investment and maintenance responsibility. Supplier ownership reduces upfront costs but creates switching costs. For strategic products, ownership is recommended.
How do I calculate total cost per part?
Total cost per part = Tooling cost ÷ total parts + material cost + machine time cost + labor cost + overhead + post-processing costs.
Include all fixed costs amortized over production volume, plus all variable costs.
What are typical silicone molding tolerances?
Standard tolerances for silicone molding are ±0.1–0.2mm for compression molding and ±0.05mm for injection molding. Tighter tolerances are achievable but increase mold cost significantly.