Selecting the optimal molding process represents one of the most consequential decisions in silicone product manufacturing. Compression molding and injection molding each offer distinct advantages, limitations, and economic profiles that make them suitable for different applications, production volumes, and product requirements.
This comprehensive guide provides engineers, product managers, and procurement professionals with the technical knowledge and decision frameworks necessary to select the appropriate molding method for their specific silicone manufacturing needs.
What Is Compression Molding?
Compression molding shapes silicone by using heat and pressure inside a mold cavity.
Compression molding represents one of the oldest and most established manufacturing processes for rubber and silicone products. The technique relies on heat and pressure to shape material within a mold cavity, producing parts through a straightforward mechanical process.
How Compression Molding Works

The compression molding process follows a systematic sequence:
Material preparation: Raw silicone compound is weighed and pre-formed into blanks or charges sized to fill the mold cavity with slight excess.
Mold loading: The pre-formed charge is placed into the open mold cavity, typically positioned on the bottom half of the mold.
Mold closing: The top half of the mold descends, compressing the silicone charge and forcing it to flow and fill the cavity details.
Curing: Heat from the platens, typically 150–200°C, activates the crosslinking reaction, transforming the silicone from a pliable compound into a solid elastomer.
Part removal: After adequate cure time, typically 2–10 minutes depending on part thickness, the mold opens and the finished part is removed.
Post-processing: Excess material, known as flash, at the parting line is trimmed, and parts may undergo additional finishing operations.
Compression Molding Advantages
Lower tooling costs: Compression molds are simpler in construction, typically costing 30–50% less than equivalent injection molds. This cost advantage makes compression molding attractive for lower production volumes and prototype development.
Material versatility: The process accommodates a wide range of silicone formulations, including high-consistency rubber, fluorosilicones, and specialized compounds. Materials with high viscosity or fillers that challenge injection equipment process well in compression molding.
Large part capability: Compression molding excels at producing large, relatively flat parts such as gaskets, seals, and mats. The process is not constrained by the flow limitations that affect injection molding.
Low waste: The simple material loading process generates minimal waste. Flash can often be recycled, and there is no runner system to discard.
Composite manufacturing: Compression molding uniquely accommodates sheet molding compound and bulk molding compound, enabling production of fiber-reinforced composite parts that are difficult to create through injection molding.
Compression Molding Limitations
Slower cycle times: Typical compression molding cycles range from 2–10 minutes, compared to injection molding cycles measured in seconds. This throughput limitation makes compression molding less economical for high-volume production.
Limited complexity: The process struggles with intricate geometries, thin walls, and fine details. Material viscosity limits flow into small cavities, and the lack of injection pressure restricts achievable complexity.
Dimensional consistency: Without the precise pressure control of injection molding, compression molded parts exhibit greater dimensional variation. Flash formation and material distribution inconsistencies contribute to tolerance challenges.
Labor intensity: Manual material loading and part removal make compression molding more labor-intensive than automated injection processes.
What Is Injection Molding?
Injection molding uses pressure and automation to produce precise silicone parts.
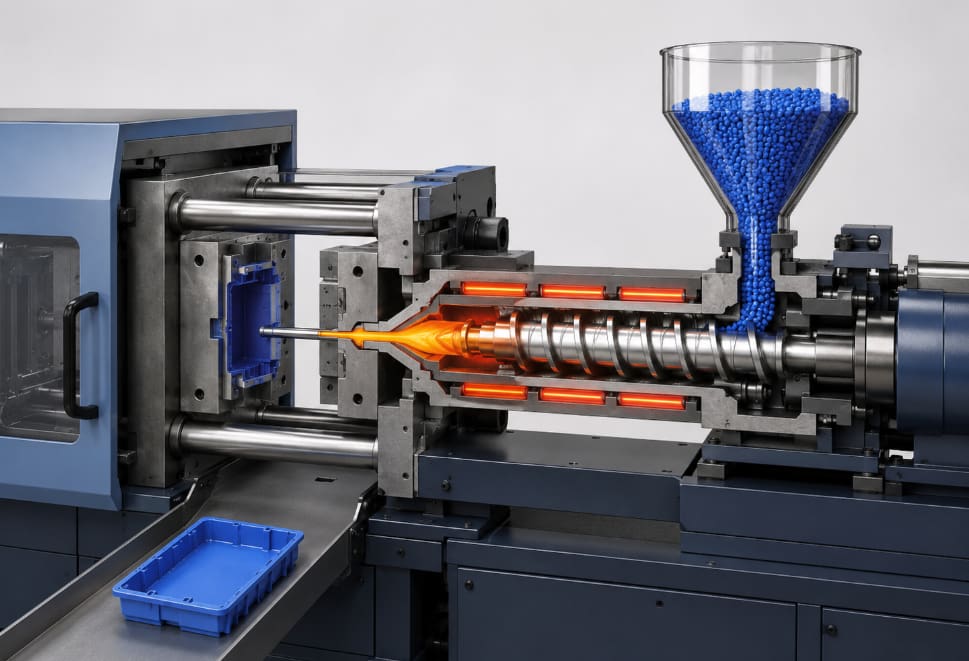
Injection molding revolutionized plastic and rubber manufacturing by enabling high-speed production of complex, precision parts. Liquid Silicone Rubber injection molding applies these principles to silicone materials, offering capabilities that are difficult to achieve with compression molding.
How Injection Molding Works
Material preparation: LSR consists of two liquid components, Part A and Part B, that must be mixed in precise ratios. The material is supplied in drums or pails with pumping systems.
Metering and mixing: Precision pumps meter the two components through a static mixer, thoroughly blending them immediately before injection.
Injection: The mixed LSR is injected under high pressure, typically 500–3,000 psi, into a closed, heated mold cavity. The pressure ensures complete cavity filling, even for complex geometries.
Curing: Heat from the mold, typically 170–200°C, rapidly cures the silicone. LSR’s platinum-cure chemistry enables fast cure cycles.
Part ejection: After curing, typically 10–60 seconds, the mold opens and ejector pins automatically remove the finished part.
Post-processing: LSR parts typically require minimal finishing. Any flash is minimal and easily removed.
Injection Molding Advantages
High production speed: Cycle times of 10–60 seconds enable production volumes measured in millions of parts annually from a single mold. This throughput makes injection molding cost-effective for high-volume applications.
Complex geometry capability: High injection pressure forces material into intricate details, thin walls down to 0.1 mm, and complex part geometries. Undercuts, threads, and precision features are readily achievable.
Excellent dimensional precision: Consistent injection pressure, temperature control, and automated processing produce parts with tight tolerances and minimal variation. Typical tolerances of ±0.05 mm are achievable.
Minimal flash: Precision-machined molds and controlled injection parameters minimize flash formation, reducing post-processing requirements.
Automation compatibility: The process readily integrates with robotic part removal, automated inspection, and lights-out manufacturing operations.
No material preheating: LSR processes at room temperature until injection, eliminating preheating equipment and energy consumption.
Injection Molding Limitations
Higher tooling costs: Injection molds require precise machining, sophisticated runner systems, and ejector mechanisms. Tooling costs typically range from $5,000 to $100,000+ depending on complexity.
Material limitations: The process is optimized for Liquid Silicone Rubber. High-consistency rubber compounds common in compression molding do not flow well in injection equipment.
Large part challenges: Injection molding becomes increasingly difficult and expensive as part size increases. Very large parts may be impractical due to clamp tonnage requirements and material flow limitations.
Material waste: Cold runner systems generate waste material that cannot be recycled with LSR. Hot runner systems reduce waste but add mold complexity and cost.
How Do Compression Molding and Injection Molding Compare?
Compression suits simpler and larger parts, while injection suits complex high-volume parts.
Compression molding and injection molding differ across tooling cost, cycle time, production volume, part complexity, tolerance capability, material compatibility, and automation potential. The comparison below shows the key practical differences between both processes.
| Attribute | Compression Molding | Injection Molding |
| Tooling Cost | $1,000–$20,000 | $5,000–$100,000+ |
| Cycle Time | 2–10 minutes | 10–60 seconds |
| Production Volume | Low to medium, 100–50,000/year | Medium to high, 10,000–1,000,000+/year |
| Part Complexity | Simple to moderate | Simple to highly complex |
| Minimum Wall Thickness | 1.0–2.0 mm | 0.1–0.5 mm |
| Tolerance Capability | ±0.1–0.3 mm | ±0.05 mm or better |
| Material Options | HCR, FSR, specialized compounds | LSR, limited HCR |
| Part Size Range | Small to very large | Small to medium |
| Flash Formation | Moderate to high | Minimal |
| Labor Requirements | Higher, manual loading | Lower, automated |
| Setup Time | Shorter | Longer |
| Energy Consumption | Lower per part at low volume | Lower per part at high volume |
How Do Costs Affect Process Selection?
Cost depends on tooling investment, cycle time, labor, and production volume.
Understanding total manufacturing cost economics is essential when choosing between compression molding and injection molding. A process with lower tooling cost may not always be cheaper in the long term, especially when production volume increases.
Cost Components
Compression molding costs include:
Tooling amortization: Lower initial cost spread over fewer parts.
Material: Raw compound cost plus minimal waste.
Labor: Higher per-part labor for loading and removal.
Cycle time: Longer cycles reduce hourly output.
Injection molding costs include:
Tooling amortization: Higher initial cost requires volume to justify.
Material: LSR material cost plus runner waste, unless a hot runner system is used.
Labor: Minimal direct labor due to automation.
Cycle time: Short cycles maximize hourly output.
Break-Even Analysis
The break-even point where injection molding becomes more economical than compression molding typically falls between 5,000 and 25,000 parts annually, depending on part size and complexity.
Example scenario:
- Compression mold cost: $8,000
- Injection mold cost: $35,000
- Compression cycle time: 4 minutes
- Injection cycle time: 30 seconds
- Compression part cost: $2.50, including material, labor, and overhead
- Injection part cost: $1.80, including material and overhead with minimal labor
At 10,000 parts annually:
- Compression: $8,000 / 10,000 + $2.50 = $3.30 per part
- Injection: $35,000 / 10,000 + $1.80 = $5.30 per part
At 50,000 parts annually:
- Compression: $8,000 / 50,000 + $2.50 = $2.66 per part
- Injection: $35,000 / 50,000 + $1.80 = $2.50 per part
At 100,000 parts annually:
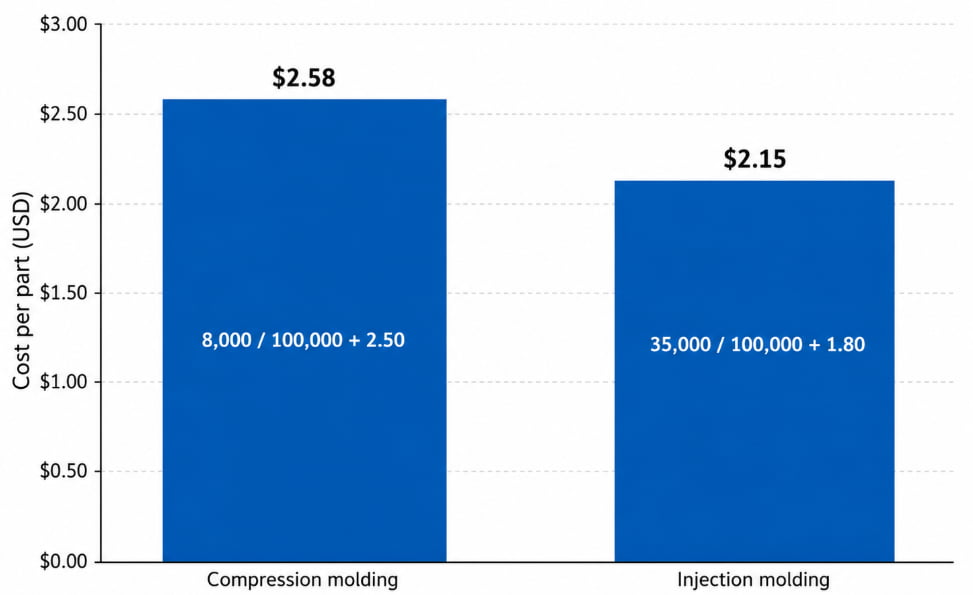
- Compression: $8,000 / 100,000 + $2.50 = $2.58 per part
- Injection: $35,000 / 100,000 + $1.80 = $2.15 per part
These examples show why compression molding is often more practical at lower volumes, while injection molding becomes more economical once production volume is high enough to justify the tooling investment.
Which Materials Work Best for Each Process?
Material type strongly affects whether compression or injection molding is suitable.
Material selection has a major influence on process choice. Some silicone materials are better suited to compression molding, while others are designed specifically for injection molding.
High-Consistency Rubber
High-Consistency Rubber is the traditional silicone rubber form. It is a thick, putty-like material requiring high shear for processing.
HCR processes excellently in compression molding because the material’s viscosity is appropriate for cavity filling under compression pressure.
HCR can also be injection molded, but it requires specialized equipment with high injection pressures and temperature-controlled barrels. The process is sometimes called transfer molding when HCR is loaded into a pot and then injected into a closed mold.
Liquid Silicone Rubber
Liquid Silicone Rubber consists of two low-viscosity liquid components that cure rapidly when mixed and heated.
LSR is generally not suitable for compression molding due to its liquid nature. Special techniques are required to prevent material flow before mold closure.
LSR is specifically designed for injection molding. Its low viscosity enables rapid cavity filling, and platinum-cure chemistry allows fast cycle times.
Fluorosilicone
Fluorosilicones offer enhanced fuel and solvent resistance for demanding applications.
FSR processes well in compression molding, although its higher viscosity requires attention to cavity filling.
Specialized FSR LSR formulations also enable injection molding for high-volume fuel system components.
How Do You Choose the Right Process?
The right process depends on volume, complexity, tolerance, material, and budget.
Choosing between compression molding and injection molding requires balancing technical needs with commercial realities. Production volume, part size, geometry, material type, tolerance requirements, and tooling budget should all be considered before selecting a process.
Choose Compression Molding When
Compression molding is usually the better choice when:
- Annual production volume is below 10,000–25,000 parts
- Part design is relatively simple without thin walls or fine details
- Part size is large, over 500 g silicone per part
- Material requirements specify HCR or specialized compounds not available in LSR
- Budget constraints limit tooling investment
- Prototype or short-run production is needed
- Fiber-reinforced composite parts are required
- Tolerance requirements are moderate, with ±0.1 mm acceptable
Choose Injection Molding When
Injection molding is usually the better choice when:
- Annual production volume exceeds 25,000 parts
- Part design includes complex geometries, thin walls, or precision features
- Tight tolerances of ±0.05 mm or better are required
- Part size is small to medium, under 500 g silicone per part
- LSR material properties meet application requirements
- Minimal flash and post-processing are priorities
- Automation and lights-out manufacturing are desired
- Multiple cavities per mold are needed for high output
Hybrid Approaches
Some applications benefit from combining both processes.
Overmolding: Compression molding can be used for the substrate, while injection molding is used for the silicone overmold.
Insert molding: Pre-formed inserts can be placed in injection molds for silicone encapsulation.
Transfer molding: HCR material is loaded into a pot and then injected into a closed mold. This is an intermediate process between compression and injection molding.
How Does Quality Differ Between Compression and Injection Molding?
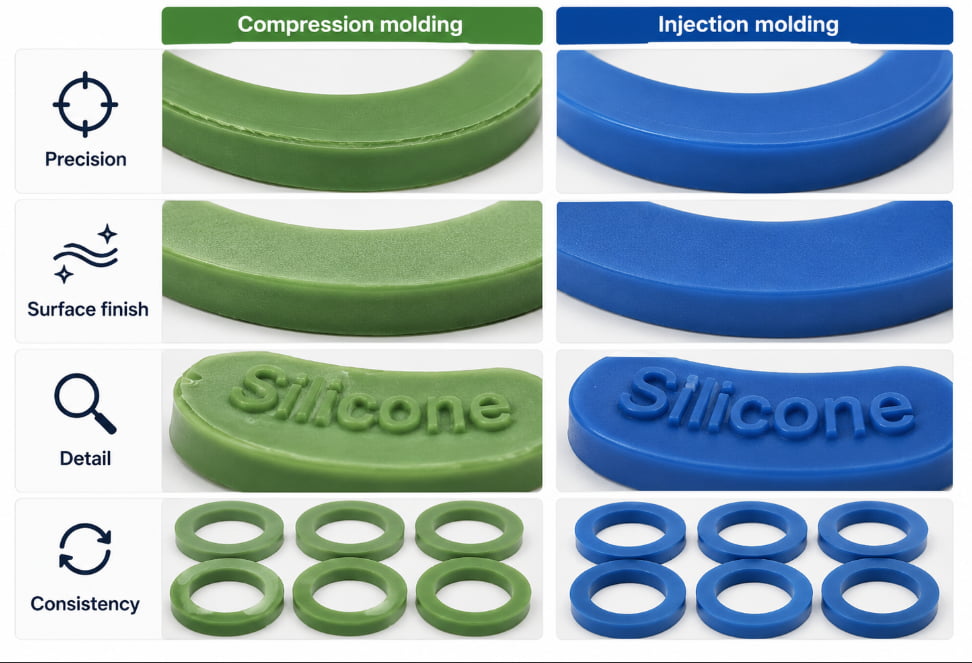
Injection molding usually offers better consistency, while both processes can produce reliable parts.
Both compression molding and injection molding can produce high-quality silicone components when properly designed and controlled. However, injection molding generally offers better dimensional consistency, surface finish, and process repeatability.
Dimensional Stability
Injection molding provides superior dimensional consistency due to controlled injection pressure and velocity, precise temperature control, consistent material metering, and automated process parameters.
Compression molding exhibits greater variation because of manual material loading variations, flash formation inconsistencies, and temperature distribution variations.
Surface Finish
Injection molding typically delivers better surface finish because high injection pressure replicates mold surface detail precisely. Minimal flash reduces finishing marks, and LSR flows smoothly into cavity surfaces.
Compression molding may show parting line flash requiring trimming, slight flow marks from material distribution, and mold surface replication that depends on pressure distribution.
Mechanical Properties
Both processes can achieve equivalent mechanical properties when properly executed. Key factors include material formulation and quality, cure state, degree of crosslinking, post-cure processing, part geometry, and wall thickness.
Where Are These Processes Commonly Used?
Both processes are used across automotive, medical, industrial, consumer, and electronics applications.
Compression molding and injection molding are used across many industries. The best process depends on the application’s size, complexity, material needs, performance requirements, and expected production volume.
Compression Molding Applications

Automotive: Large gaskets, seals, vibration isolators, and bellows.
Aerospace: Large seals, gaskets, and insulation pads.
Industrial: Conveyor belts, large O-rings, and custom gaskets.
Medical: Large device components and custom seals for lower-volume applications.
Consumer: Kitchenware, baking molds, and large handles.
Injection Molding Applications

Medical: Syringe plungers, seals, valves, respiratory components, and infant care products.
Automotive: Connector seals, O-rings, grommets, and precision components.
Consumer: Baby bottle nipples, kitchen seals, and wearable device components.
Electronics: Keypads, seals, and connector insulators.
Industrial: Precision seals, valves, and sensor components.
Conclusion
Compression molding and injection molding both play important roles in silicone manufacturing. The right choice depends on production volume, part complexity, tolerance requirements, material needs, and cost.
Compression molding is better suited for lower volumes, larger parts, and applications that require HCR or specialized silicone compounds. Injection molding is more suitable for high-volume production, complex geometries, tight tolerances, and automated manufacturing.
At Flexion, we help customers make practical decisions based on product design, material requirements, production volume, and long-term manufacturing goals. As a company specialising in Silicone rubber Thailand solutions, we support our customers in selecting the molding process that delivers the best balance of performance, efficiency, and value.
FAQ
Which is cheaper: compression molding or injection molding?
Compression molding has lower tooling costs, usually $1,000–$20,000 compared to $5,000–$100,000+ for injection molding. However, compression molding has higher per-part costs due to slower cycles and more labor.
Injection molding becomes more economical at volumes above 10,000–25,000 parts annually when tooling costs are amortized across sufficient production.
Can I use the same silicone material for both processes?
Not directly. Compression molding typically uses High-Consistency Rubber, which is a thick, putty-like material. Injection molding uses Liquid Silicone Rubber, which is a low-viscosity liquid.
While some HCR can be injection molded with specialized equipment, and some LSR formulations can be adapted for compression, each process has optimized material forms.
How do I decide which process is right for my product?
Consider annual production volume, part complexity, tolerance requirements, budget constraints, and part size.
High volume favors injection molding. Complex parts usually require injection molding. Tight tolerances also favor injection molding. Limited tooling budgets and very large parts often suggest compression molding.
What are the typical cycle times for each process?
Compression molding cycles range from 2–10 minutes depending on part thickness and silicone formulation. Injection molding cycles typically range from 10–60 seconds.
This 5–10 times difference in cycle time significantly affects production economics at higher volumes.
Can compression molding achieve tight tolerances?
Compression molding can achieve tolerances of ±0.1–0.3 mm with well-designed molds and process control. However, injection molding consistently achieves ±0.05 mm or better.
For precision applications requiring tight tolerances, injection molding is generally preferred.
Is one process better for medical device manufacturing?
Both processes serve medical applications. Injection molding dominates high-volume disposable devices such as syringes, seals, and valves due to precision and automation.
Compression molding serves lower-volume, larger medical components where tooling cost justification is difficult. Both can produce FDA-compliant, biocompatible parts when suitable materials and controls are used.
What is the minimum order quantity for each process?
Compression molding accommodates very low volumes. Even prototype quantities of 10–100 parts are practical.
Injection molding typically requires minimum orders of 1,000+ parts to justify tooling costs, although some suppliers offer prototype injection molding at higher per-part costs.
How does part size affect process selection?
Compression molding handles very large parts effectively, including parts that use kilograms of silicone.
Injection molding becomes increasingly difficult and expensive as part size grows due to clamp tonnage requirements and material flow limitations. Parts over 500 g often favor compression molding.